Vid tunga industriella konstruktioner är att generera massiv kraft bara hälften av striden. Den sanna tekniska provningen ligger i att överföra den kraften säkert från maskinen till belastningen. Till exempel, när en tung 72 688 N·m roterande hydraulcylinder med dubbel rack svängcylinder levererar sin toppvridmoment över en 180° pendelande svängning, kommer standardmonteringsmetoder snabbt att misslyckas.
Under dessa extrema förhållanden utsätts anslutningen för enorma skärkrafter och ständig förskjutning. För att förhindra katastrofal strukturell brott måste ingenjörer titta bortom typiska katalogdelar. Denna guide bryter ner de väsentliga dimensionerna, materialkraven och tekniska tips som behövs för att designa en tillförlitlig flänsanslutning för en ultrahögvridmoment 180 graders roterande aktuator.
1. Kärndimensioner för den överdimensionerade flänsanslutningen
För att överföra över 70 000 N·m kraft utan att snappa fästninsdelar måste du utöka fotavtrycket på fogan. En överdimensionerad och förtjockad flänsdesign är det mest tillförlitliga sättet att hantera den fysiska stressen. Nedan finns de exakta tekniska dimensionerna som krävs för denna uppsättning:
- Fläns yttre diameter: Φ840 mm (utökad väl bortom cylinderkroppen för att öka den strukturella kraftarmen).
- Fläns tjocklek: 58 mm (tung plåttjocklek för att förhindra böjning under toppbelastningar).
- Centreringsspigot: Φ480 mm diameter, 20 mm djup, med en precision H7/h6 teknisk passning.
- Bultcirkeldiameter: Φ680 mm (trycker fästninsdelarna utåt för att minska individuell bultbelastning).
- Fästninsdelsspecifikationer: 18 st stycken Grade 12.9 M36 högstyrka bultar, jämnt fördelade runt cirkeln genom Φ39 mm genomgående hål.
2. Avancerad materialval och tillverkningsprocesser
När du bygger en högvridmomentanslutning för en roterande hydraulcylinder med dubbel rack svängcylinder bestämmer råmaterialkvaliteten dess överlevnad. Standardgjutmetaller eller enkla svetsade plåtar är för spröda för alternativa tunga belastningar.
Val av smiderat stål
Flänsen måste maskineras från premium #45 smiderat stål. Att svetsa delar tillsammans är strängt förbjudet eftersom svetsar introducerar svaga punkter som kan spricka under tryck. Efter smidning måste stålet genomgå hämmning och härdning behandling för att nå en jämn hårdhetsnivå på HB 220–260. Denna process säkerställer att metallet har har� bal de perfekta balansen mellan draghållfasthet och tålighet.
Precisionspassande ytor
3. Kritiska designprinciper för högvridmoment svängningar
Att operera en roterande hydraulcylinder med dubbel rack svängcylinder vid en 180° vinkel skapar svåra stötbelastningar varje gång maskinen vänder riktning. För att skydda sammansättningen, följ dessa tre designregler:
Låt spigoten ta skärkraften
Dubbelsäkerhetsvridmomentkedja
Lita inte på en enda platt nyckelväg för att hantera 72 688 N·m. Istället kombinera en tung platt nyckel med den överdimensionerade flänsen. Detta dubbelvägsystem delar vridmomentbelastningen och förhindrar att nyckeln rullar eller deformerar axeln under topptryck.
Basförstärkning och dämpning
 |
Shellppon Lösningar: Byggda för att stå emot tidens test
På Shellppon fokuserar vi på de komplexa vätsmekraft- och roteringslösningar som håller moderna fabriker igång. Vi förstår att en lös anslutning innebär dyr stilleståndstid för en B2B-verksamhet.
Fallstudie: Metallurgisk industriell vridning
En tung industriell tillverkningsklient strävade med en anpassad vändmekanism. Deras standardhöghögvridmoment hydraulcylinderuppsättning fortsatte att vrida ur linje, vilket orsakade frekventa oljeläckage vid cylinderhuvudet.
Shellppon-interventionen:
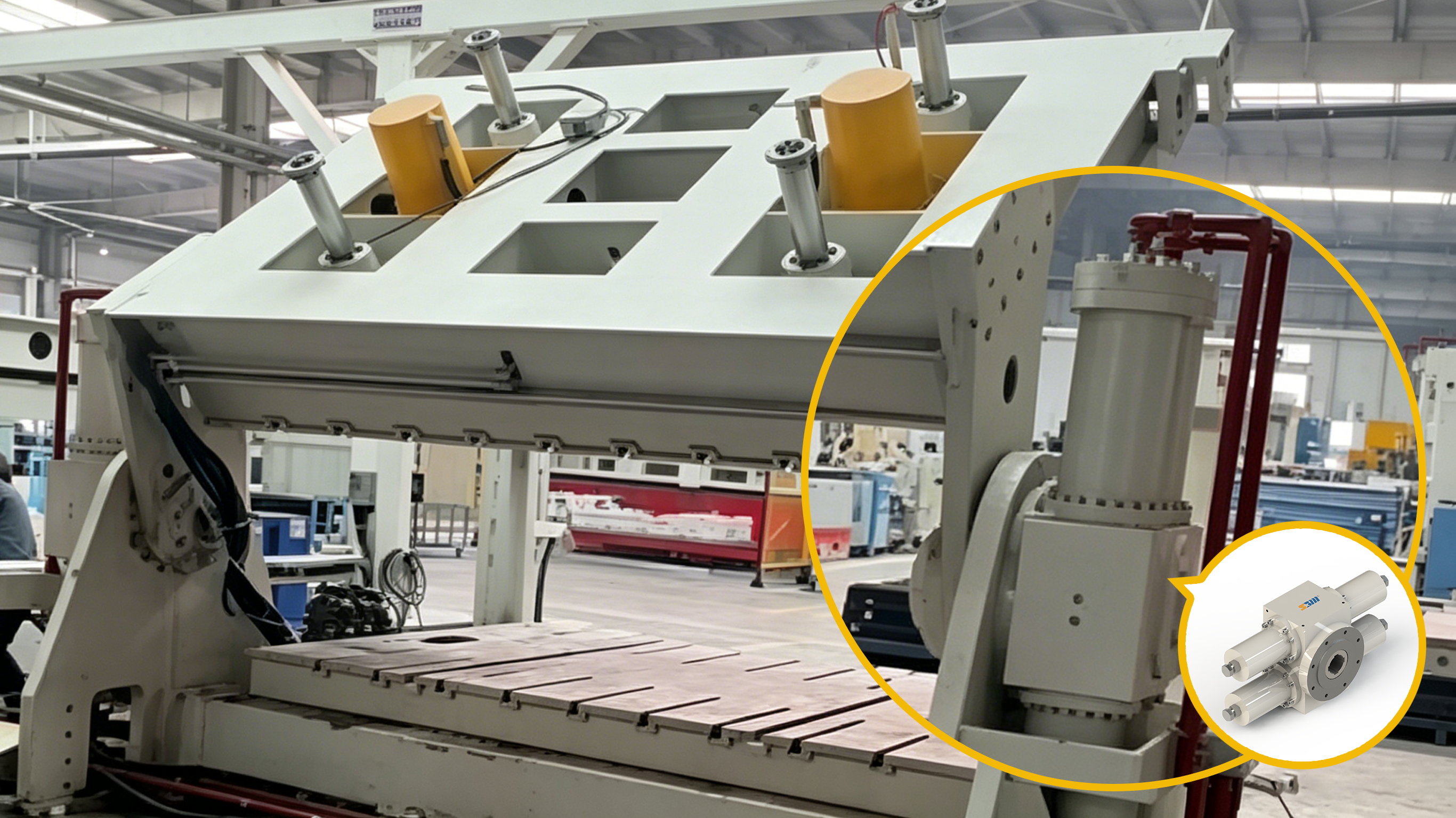
Vi omdesignade deras system med en tung roterande hydraulcylinder med dubbel rack svängcylinder byggd enligt de exakta Φ840 mm flänsspecifikationer som beskrivs ovan. Vi använde våra precisionella interna maskinfräsmaskiner för att garantera en planhet under 0.05 mm/m och utrustade basen med 12.9-klass M36 fästninsdelar.
- Total justeringsstabilitet: Φ480 mm precision spigoten absorberade alla riktningsstötar perfekt.
- Ingen bultbrott: Att sprida belastningen över en Φ680 mm bultcirkel eliminerade fästninsdelströtthet.
- Jämna växlingar: De integrerade hydrauliska kuddarna tillät systemet att cykla 24/7 utan att vibrera maskinramen.
Slutsats
Att hantera en 72 688 N·m belastning kräver en anslutningsdesign som behandlar fysiken med respekt. Genom att implementera en Φ840 mm överdimensionerad fläns, en djup centreringsspigot och 12.9-klass bultar eliminerar du risken för snappade fästninsdelar och böjda maskinramar.
Om du utvecklar ett projekt som kräver en tillförlitlig, tung roterande hydraulcylinder med dubbel rack svängcylinder, är ingenjörerna vid Wuxi Shibang Machinery redo att assistera. Besök shellpponhydraulic.com idag för att granska vårt produktutbud och hitta en anpassad lösning för ditt företag.